

|
|
|
|
|
|
#1
 12-30-2011, 08:49 PM
12-30-2011, 08:49 PM
|
|||
|
|||
|
Aluminum block honing
Hi
I didn't find any pics of aluminum block honing in this forum, so here are some. Honing this blocks is a 4 stage process. this are the stones used for the first 3 stages. 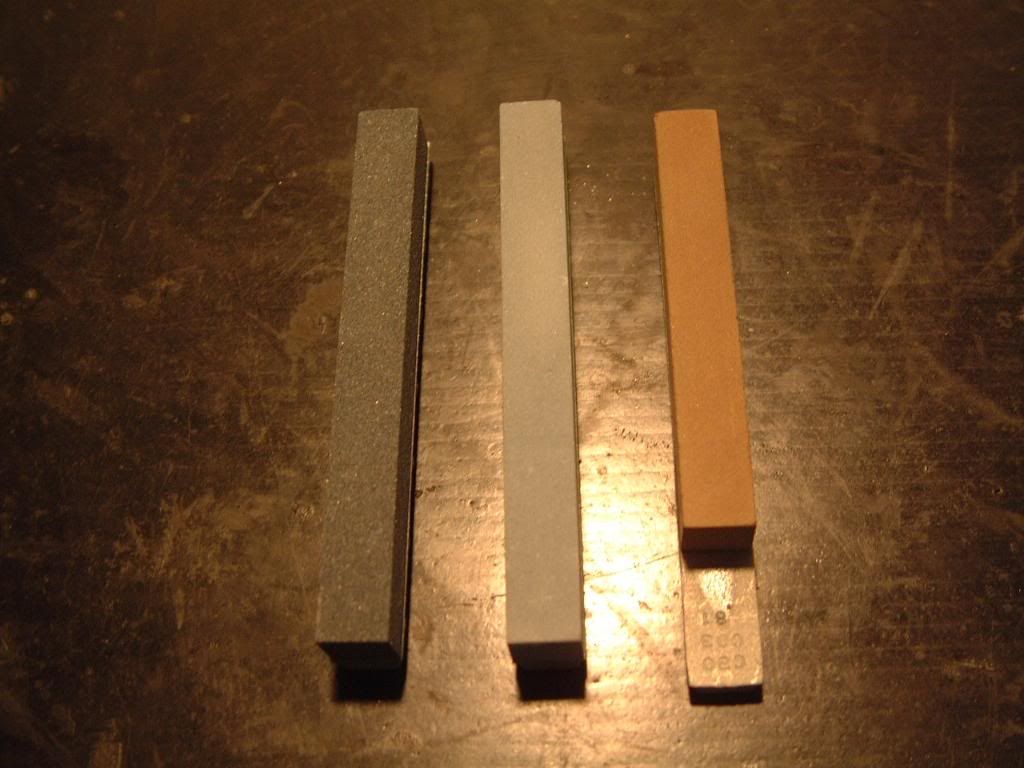 Left to right: Course stone (first stage) medium stone (second stage) polishing stone (third stage)  This are the felts for the 4th stage Sorry, i don't have any new ones on hand right now.  The silicone paste used in the 4th stage.  A pic of the block in the honing machine.  A cylinder just after starting the honing process. Notice the wear ridge from the first piston ring, also faintly visible the one from the second ring.   Cylinder after the first stage. Most of the material is removed at this point. 0.08 to 0.1 mm remains in the cylinder.   After the second stage. About 0.02 mm left.   After the third stage (polishing). Notice the reflections in the cylinder. Hone marks are still visible. Cylinder is at final size.   After the 4th stage. Cylinder is finished. Reflections and hone marks are gone. The surface is dull gray and featureless.  4 cylinders in 4 stages of machining.
__________________
 76 240 D. Bought in 1998 for $25. 85 300D. Got it for free with a bad engine. ( Sold ) 60 Unimog 404. What was left of it, was given to me. Now powerd by 617A. 88 560 SEL. Bought without engine and trans. Now powerd by 617A. 67 250 SE. Cuope. For resto or sale. 64 220SE. For resto. 
|
| Bookmarks |
|
|
















 Threaded Mode
Threaded Mode





